Process-NMR – Future key elements in the world of Process Analytical Technology (PAT)
What is process analytical technology (PAT) and why is it so important?
PAT is an extremely powerful and useful tool for analyzing, optimizing and controlling chemical processes. Chemical, food and pharmaceutical industries could especially benefit from this technique.
In earlier days, chemical processes were primarily monitored by physical techniques, such as temperature, pH, pressure etc.. A final off-line laboratory quality control check of the product was performed after the chemical reaction was finished to ensure chemical composition. This final quality control reveals no information of the process itself. It merely tells us if the produced batch is inside specifications or not (yield, purity etc). This can result in batch-to-batch variability and little understanding as the cause of this irregularity. To guarantee uniform quality at the end of each batch, the process needs to be monitored, understood and guided. The cost reductions associated with preventing manufacturing errors (i.e., waste batches) increase the efficiency of a process, and subsequently reduce the environmental impact while also improving the safety of productions, thus benefiting manufacturing overall. More about this can be read in the vision of the European Union “Manufuture for 2020” and the PAT/Quality by Design initiative founded by the FDA in 2004, were the PAT first came to the attention of industry.[1]
How can a process be understood? Physical parameters are not sufficient to describe the actual chemical changes that occur during a manufacturing process. Therefore, it is also necessary to monitor changes in speciation and obtain chemical information. There are many different methods for the PAT already available on the market. Examples include, online titrators, gas chromatographs, mass spectrometers as well as numerous optical spectroscopic methods (UV/VIS, NIR, MIR, Raman).[2]
Chromatographic methods typically require long run measurements, causing a large time delay between sampling at the process and measuring of the result values. Optical spectroscopic methods are very fast, but are strongly affected by the matrix of the sample, require significant calibration beforehand and may miss important structural information (e.g., isomers). Gas bubbles, turbidity and particles in the sample are also problematic. However, online NMR is devoid of these issues and could deliver speciation reaction data without problems.[3]
It seems that PAT is waiting for a method such as 1H NMR spectroscopy: it is independent on the sample matrix, needs no calibration and is able to deliver data quickly and frequently.
Why has NMR not been implemented as process analytical technology yet?
In general, process analytical instruments need to be robust, compact and easy to handle because they are installed in harsh production environments. When we look at traditional high-field NMR spectroscopy, it is obvious that these big and highly sensitive instruments are not robust enough to be placed in such hazardous environments. The high procurement costs, the necessity of cryogens to generate the superconducting magnet, including the related maintenance, and the need of an expert user for the high complex instrument makes traditional high-field NMR instruments not suitable for PAT.
Thanks to the progress of permanent magnets, Nanalysis has developed a magnet architecture which is able to create an instrument with a strong magnetic field with 1.4 T (60 MHz proton resonance frequency), with an incredibly small enclosure: roughly the size of a shoe box and weighing only 25 kg. This so called cylindrical Halbach magnet is operated at or above room temperature - affectively rendering it cryogen- AND maintenance-free. Furthermore, the symmetric bore of the cylindrical Halbach of the instrument makes it easy to implement a flow cell. Consequently, this small size, robustness and the easy usage of the instrument make it perfectly suitable for incorporation into the process environment.
If we look into the history of PAT, gas chromatography and mass spectrometry are techniques that took a very long time to translate from being only a lab tool to being a fully functioning process instrument. However, today these methods are standard and readily available in PAT. As for NMR, the new development of benchtop NMR spectrometers opens the possibility to use it as process analytical tool.[3]
Steps towards a process-NMR-system:
Standard questions about if a method is suitable for PAT are the following:
- How can I get a sample? – Is extensive sample preparation necessary? – Is the sample matrix dependent? - Which type of measurement (continuous flow, stop-flow…)? – Is the data processing and interpretation simple? – Do I need to manually process and interpret the data? How is the accuracy and reproducibility?[1]
Compact NMR spectrometers such as the NMReady can easily be converted to an online detector, for example by using the NMReady-flow . This sampling can work with proteo-solvent reactions or neat solutions and is non-invasive. NMR Spectroscopy is independent on the matrix, because signal areas in the NMR spectra are linear to the sample concentration, which makes it an absolute technique.[5] NMR measurements are also very accurate and reproducible. The NMReady’s file output of the spectral data also makes data processing very simple. The output data file, JCAMP-DX, can be opened and processed with any third-party NMR software (e.g., ACD/Labs, Delta, MNova, TopSpin), or even in more complicated systems like MATLAB, Labview and so on.
At the moment, Nanalysis is working in close cooperation with BASF in Ludwigshafen to implement the NMReady platform into a process environment. The project ‘development of a process-NMR-system’ started in 2015 and has already made big steps in development. The conceptual setup of the process-NMR-system can be seen in Figure 1.

FIGURE 1: STRUCTURE OF THE PROCESS-NMR SYSTEM. CONTROLLED BY THE BASF AUTOMATION PLATFORM. [4]
As shown in Figure 1, the NMReady spectrometer is connected to the process with a 5 mm diameter flow cell. Time delay from sampling to actual measurement of the sample in the instrument is a very important point regarding the time required to deliver ‘real-time’ process information. Therefore, high flow rates are desirable. However, when we think about the theory behind NMR, a high flow through the spectrometer could be problematic because there is not sufficient time for the protons to be premagnetized prior to performing the NMR experiment. This can be circumvented by using the stop-flow mode in the system. The reaction mixture is pumped with high flow rates to the instrument, a valve switch to stop the flow is activated so the instrument can perform a quick measurement. Afterwards, the valve switches back and the flow cell in the instrument is rinsed again with the reaction mixture.[2]
The BASF automation platform can easily communicate with the NMReady’s API (Application Programmatic Interface (LINK)) via an Ethernet connection that allows this process to perform measurements remotely. After a measurement is finished, the spectrum is sent to the BASF automation computer where it can be processed and analyzed. This allows the user to automate the entire spectral acquisition process as scripted by the BASF automation. Figure 2 shows the system setup in the laboratory.
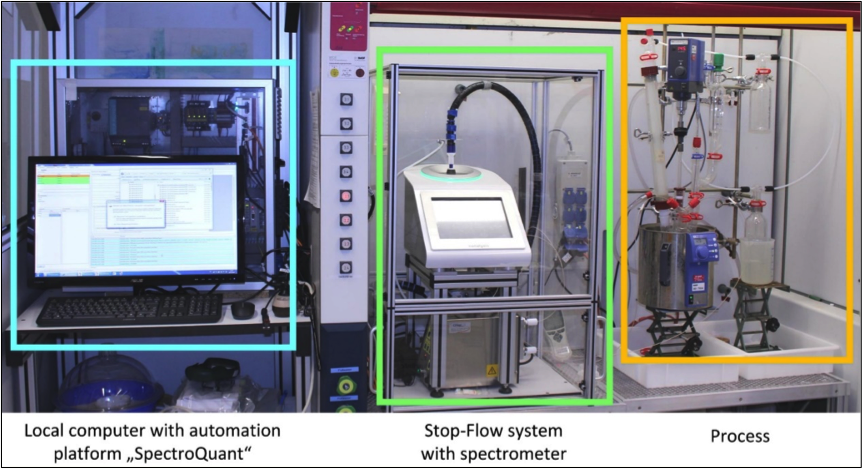
FIGURE 2: PROCESS-NMR SYSTEM IN THE FUME HOOD AT BASF SE. THE STOP-FLOW SYSTEM INCLUDES MAGNET VALVE PUMP, FLOW-CELL, NMREADY SPECTROMETER AND THE AUTOMATION COMPUTER. [4]
First test of the system at the lab scale:
The process NMR system was tested using the chlorination reaction as shown in Figure 3.

FIGURE 3: REACTION PATH OF THE CHLORINATION OF 1-OCTANOL TO 1-CHLOROOCTANE.
The reaction using the catalyst triphenylphosphinoxide (TPPO) is patented by BASF and part of an actual process on the production site. The final product, chlorooctane, is an important component in the value chain of various chemical products. In this reaction, octanol is reacting with thionyl chloride to form the final product chlorooctane. The side products are sulphur dioxide and hydrochloric acid. The reaction was conducted at 100 °C in neat solution. Instead of adding costly deuterated solvents for the traditional 2H lock, the NMReady locks on 1H signals. This eliminates the need for costly deuterated solvents. The reaction mixture was pumped quickly into the NMReady and a single scan (~4 sec acquisition) in stop-flow mode was collected once every 2.5 minutes. A stacked plot of the processed spectra acquired over around 6 h can be seen in Figure 4.

FIGURE 4: NMR SPECTRA OF THE CHLORINATION OF 1-OCTANOL AT 100 °C. [4]
The stacked spectra evidence the following:
(i) the hydroxyl group of 1-octanol at around 5.25 ppm disappears over the addition of thionyl chloride in the first 45 minutes. The shift of the -OH group (5.25 – 8.60ppm) is due to the change of the chemical environment during the reaction.
(ii) the first intermediate 1-chlorosulfinyloxyoctane can be observed through the emerging resonance at 4.0 ppm, and it rapidly decreases immediately after the thionyl chloride was added completely (40 min).
(iii) At this point, the second intermediate dioctyl sulfite is formed (4.5 ppm). This dioctyl sulfite intermediate is consumed as the reaction progresses;
(iv) and the desired product 1-chlorooctane begins to form, as evidenced by the emergence of a resonance at 3.4 ppm.
The integration of the areas of all these components can be plotted to indicate the course of the reaction, as seen in Figure 5.

FIGURE 5: QUANTIFICATION OF CHLORINATION OF 1-OCTANOL (100°C). [4]
It can be seen that the reactant octanol is consumed within the first hour of the reaction. The first intermediate, octyl chlorosulfinate, is formed and rapidly converts to the second intermediate, dioctyl sulfite before the final product chlorooctane is formed. For higher yields the reaction should be performed for a longer period of time.
In conclusion, this first test with a ‘real process’ at BASF nicely indicated that the first step towards a ‘process-NMR-system’ is successful! The NMReady, the liquid handling system (including the reaction vessel, pumps and valves) are all controlled by the BASF automation software. Spectra were acquired automatically over the course of the reaction, constantly providing high quality, consistently processed data. Fast integration of the spectra without any calibration showed how the neat reaction can be followed quantitatively.
In this experiment, NMR Spectroscopy is particularly advantageous relative to other analytical techniques, where an intensive calibration (optical spectroscopy) or time intensive measurements (chromatographic methods) would have been required. Further processes are currently to extend the proof of concept to other reaction conditions. Future improvements could include the full automation of spectral analysis (including chemometrics) and the option for variable temperature measurements in the NMReady, which are important for elevated temperature processes in the chemical industry. Also, additional steps (e.g., explosion proof casing) for the system needs to be considered. Nanalysis is working in very close cooperation with BASF for the first final PAT NMR solution on the market!.
If you would like to learn more about PAT and benchtop NMR, BASF has recently published an article employing the NMReady 60 for PAT analysis here.
References:[1] R. Kessler, Prozessanalytik: Strategien und Fallbeispiele aus der industriellen Praxis, 2012.
[2]Abtmeyer, S., Grundlegende Arbeiten zum Aufbau eines Prozessanalysesystems mit Kernresonanzspektroskopie. 2016, BASF SE.
[3]Böhringer, T., Automated spectra processing in the field of process-NMR. 2016, BASF SE.
[4]Abtmeyer S., Böhringer T., Leinweber F., 2016, First steps towards a Process-NMR-System, BASF SE, Poster for Kolloquium Prozessanalytik Berlin
[5]Meyer, K., et al., Process control with compact NMR. TrAC, 2016.